
- 包头宝顺钢构
钢结构舞台

钢结构舞台安装都是需要钢材搭建而成的,钢结构舞台也是建筑结构类型之一。钢结构舞台钢材的特点是强度高、自重轻、整体刚性好、变形能力强,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的生产。钢结构应研究高强度钢材,大大提高其屈服点强度;此外要乳制新品种的型钢,例如Η型钢(又称宽翼缘型钢)和Τ形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。

钢结构舞台施工程序:
熟悉图纸→图纸会审→放样→下料→焊接→半成品→拼装→矫正→防腐油漆→成品保护→二次组装→整理资料竣工验收。
钢结构舞台施工准备工作:
1、组建管理机构,确定各部门职能,确定岗位职责分工,对工程的进度、质量、安全、成本和场容进行监督管理、考核验收。
2、组建完整的安全管理机构,认真贯彻“安全防护、预防为主”的安全生产方针,及时消除安全隐患和避免安全事故的发生。
3、施工机具需用量计划表,根据本工程实尿情况需用机机械设备如下表:
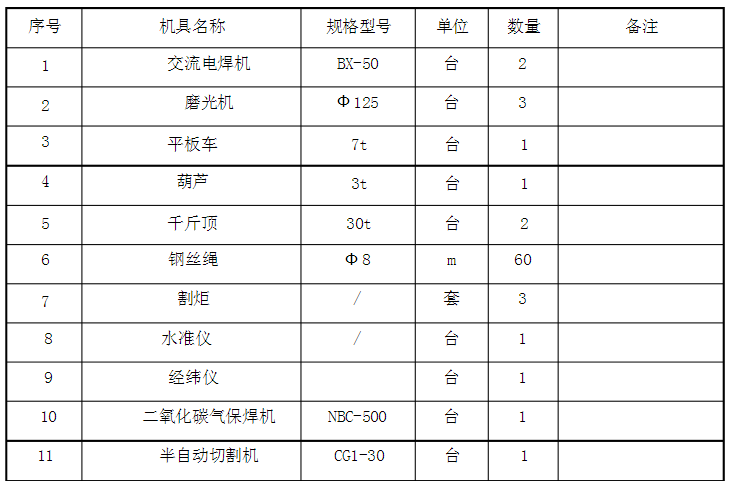
4、根据本工程工程量及施工进度,确定劳动力。
5、根据总工期要求,本工程钢结构制作安装施工进度计划。
6、材料供应:根据图纸计算出材料品种规格数量,提出材料供应计划单,及时组织进货,材料到场后,进行验收,并检查其质量证明书是否全,并请建设单位、监理单位确定材料合格后方可使用。当钢材表面有锈蚀、麻点、划痕等缺陷时,其深度不应大于该钢材允许偏差的1/2, 使用的焊丝、焊剂及焊条、油漆等须符合现行标准和设计要求,质量合格证及证明书、检测报告全。
钢结构舞台施工工艺流程及质量控制措施:
1、放样:核对图纸的安装尺寸和孔距,以1:1的大样放出节点,核对各部分的尺寸,制作样板、样杆作为下料加工的依据,放样时焊接构件要按工艺要求放出焊接收缩量。
2、号料:在材料上划出切割、弯曲、钻孔等加工位置,标出各零件编号,根据配料表和样板进行套裁,尽可能节约材料。
3、下料:钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱,尽量采用机械剪切,确保外形尺寸美观。
4、矫正和成型:根据现场实际情况可采用冷矫正和加热矫正两种方法,矫正后的钢材表面不应有明显的凹面和损伤,划痕深度不大于0. 5mm,而且不应大于该钢材允许偏差的1/2, 钢材矫正后允许偏差见下表,为避免热矫正影响钢材材质,我工程处采用30t千斤顶进行冷矫正。
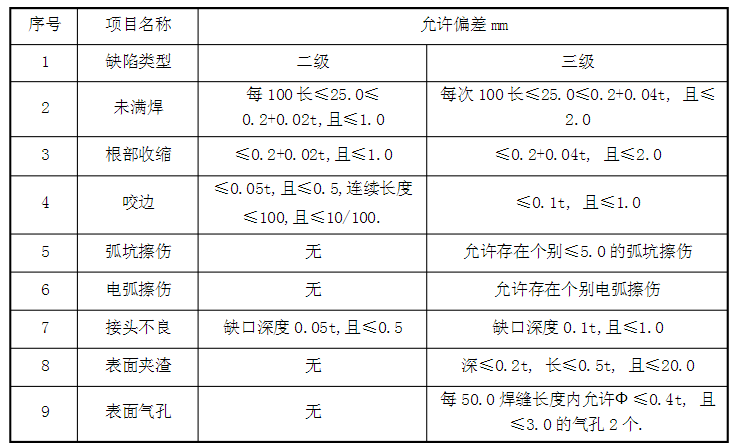
5、钢结构焊接:焊条、焊丝、焊剂等焊接材料与母材的匹配应符合设计要求及现行行业.标准.《建筑钢结构焊接技术规程》JGJ81 的规定,焊条、焊丝、焊剂在使用前按其说明书及焊接工艺的规定进行烘焙和存放。焊工须持证上岗,在其认可范围内施焊,焊接时采用合理的焊接工艺,以减少由焊接产生的变形和应力,确保焊缝和构件的质量。本工程零部件连接处均需满焊,焊缝厚度按设计要求,焊接时,尽量减少接缝数量,拼接应按等强度连接原则,选择合适的焊接工艺和剖口形式,并设置在预应力较小部位,焊缝表面不得有裂纹、焊瘤等缺陷,表面无气孔、夹渣、弧坑、电弧擦伤等缺陷,焊缝不得有咬边,未焊满根部收缩等缺陷,力求做到外形均匀,成型较好,焊缝与焊缝,焊缝与基层过渡平滑,焊渣和飞溅物须清理干净,二、三级焊缝处外观质量标准见下表:
6、钢结构拼装:根据本工程需要用10号槽钢和5角铁焊接铺设一个拼装平台。在已经准备好的平台,.上按照图纸放1: 1的比例大样,将下好料的构件按编号准确放置,并将其点焊牢固,检查其尺寸。选择合理的焊接工艺进行焊接,将其变形量控制在较小的范围,确保其质量,单片组焊结束。放置平稳,将其作为拼装结构架的胎模,再按照构件的编号逐个准确放置,用专用F型夹具将.连接处夹紧点焊牢固,然后焊接成型。其余屋架均以同样的方法拼装焊接,由于结构架跨度大,将结构架以中心线分成两段编好结构架编号,并将其加固防止变形,现场放置平稳进行二次拼装,拼装时注意其外形尺寸及起拱度。
7、钢结构防腐:本工程除锈等级Sa2. 5,所有构件表面清理锈迹,露出本色。采用机械喷漆,灰色防锈漆两遍,灰色调和面漆两遍。每一层油漆干透后,再刷下一遍,构件表面不应误涂、漏涂,涂层不应脱皮和返漆,涂层应均匀,无明显皱皮、流坠、针眼和气泡等,涂装完成后构件的标志、标记和编号应清晰完整。
本文简单的介绍了钢结构舞台搭建的简单过程,包头宝顺厂家可以承接不同类型和大中型舞台安装,可以来图进行定制,我厂家还承接不同跨度的钢结构厂房、 网架钢结构、框架钢结构、钢结构雨棚等工程,欢迎大家多多咨询。
包头宝顺钢构 2014(C)版权所有
技术支持:中科四方